


藝術彩燈造型PLC編程接線及梯形圖設計
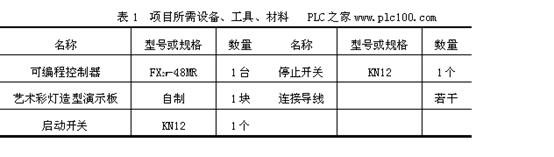
一、項目所需設備、工具、材料
見表1。
二、訓練內容:
1、 項目描述
某藝術彩燈造型演示板如圖6所示,圖中A、B、C、D、E、F、G、H為八只彩燈,呈環形分布。控制要求如下(燈的點亮順序是):
將啟動開關K1合上,八只燈泡同時亮,即ABCDEFGH同時亮1秒;接著 八只燈泡按逆時鐘方向輪流各亮1秒,即A亮1秒→B亮1秒→C亮1秒→D亮1秒→E亮1秒→F亮1秒→G亮1秒→H亮1秒;接下來八只燈泡又同時亮1秒,即ABCDEFGH同時亮1秒;然后八只燈泡按順時鐘方向輪流各亮1秒,即H亮1秒→G亮1秒→F亮1秒→E亮1秒→D亮1秒→C亮1秒→B亮1秒→A亮1秒。然后按此順序重復執行。按下停止開關K1,所有燈滅。

2、實訓要求
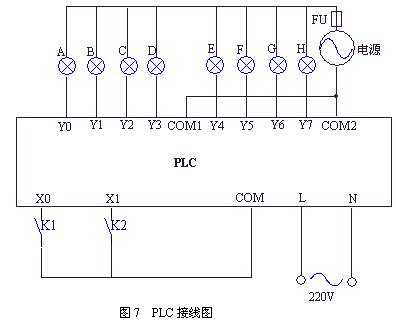
2.2 PLC接線圖
按圖7接好線。注意COM1、COM2相連接,因為采用相同額定電壓的指示燈。輸入接啟動開關和停止開關。
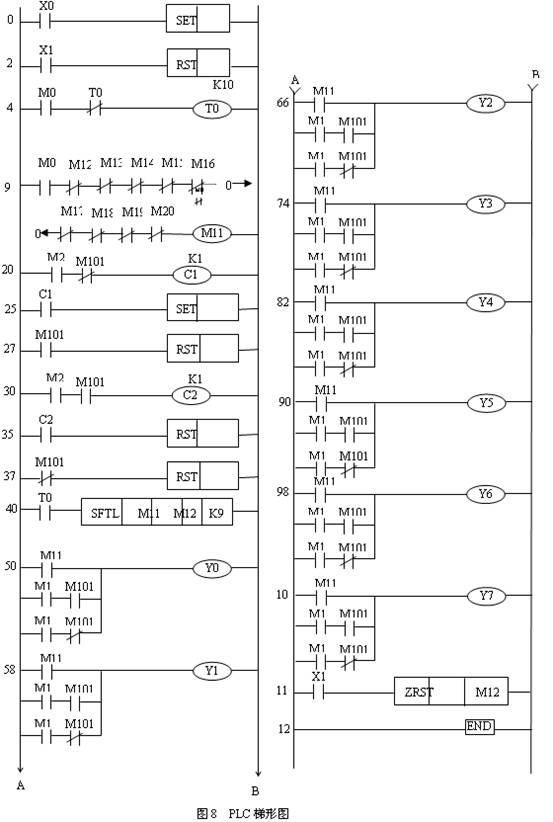
2.3 程序設計
圖8中,PLC運行時,程序9~19步中,M11導通,由于程序步50~120中,M11動合觸點閉合,分別控制了Y0~Y7的導通,因而彩燈ABCDEFGH同時點亮,因T0延時1秒鐘,故ABCDEFGH同時點亮1秒鐘。1秒鐘時間到,程序第40步,T0動合觸點閉合,移位指令執行,實現輪流點亮,即 ABCDEFGH輪流點亮,因為1秒鐘T0閉合一次,故ABCDEFGH輪流點亮的時間間隔為1秒。程序步20~29中,當M20通時,將M101置位,由 M101動合觸點與MI2~M19動合觸點配合,分別輪流點亮H~A,即H、G、F、E、D、C、B、A每隔1秒輪流點亮。程序步30~39中,當M20通時,將M101復位,M101動斷觸點與MI2~M19動合觸點配合,分別串聯點亮A~H,即A、B、C、D、E、F、G、H每隔1秒輪流點亮。任何時候將停止開關K2合上,在第114步,區間復位指令使M12~M19全部復位,所有燈均不亮。
2.4 運行并調試程序
(1)將梯形圖程序輸入到計算機,檢查電源正確無誤。
(2)對程序進行調試運行。
a.接通PLC電源后,將PLC置RUN狀態,將K1閉合,觀察A、B、C、D、E、F、G、H的亮顯情況。
b.將K2閉合,觀察A、B、C、D、E、F、G、H的亮顯情況。
(3)調試運行記錄。
三、實訓報告要求與考核標準
1、實訓報告要求
(1)整理實訓操作結果,按標準寫出實訓報告。
(2)請用步進指令完成本次實訓。




 投訴建議
投訴建議
提交

2025中歐綠色建筑工業化論壇9月北京啟幕 全球智慧共推建筑產業“雙碳”轉型

喜訊!華強電子網榮獲“2025年中國產業互聯網創新企業”

深入實施“人工智能+”行動 浪潮軟件集團看好人工智能+工業質檢廣闊前景,持續布局線纜行業智能質檢

海爾新增2家卓越級智能工廠,總數品類行業雙第一

深度剖析格力打破磁懸浮壓縮機國外壟斷,底氣來自對自主創新的堅守!